- HOME
- 高周波誘導加熱
高周波誘導加熱について
 高周波誘導加熱の原理
高周波誘導加熱の原理
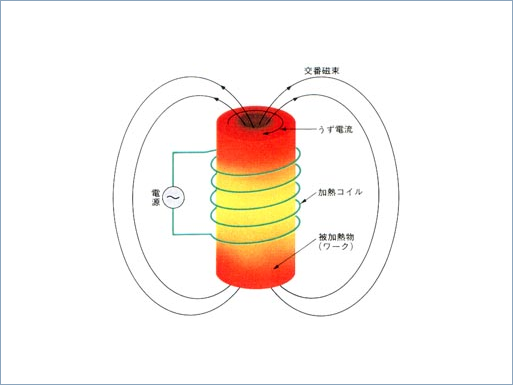
原理
右図のように、加熱コイルに高周波電流(交流)を流すと、交番磁束が被加熱物(導体)を貫通し、高密度の電流(うず電流)が流れます。金属には電気抵抗があるため、電流が流れると、「電力=電流x電流x抵抗」分のジュール熱が発生します。そのジュール熱で被加熱物は急速に加熱されます。・最も身近な例は"電磁調理器"です。
・非常に多く使われているのが"焼入や溶解"です。
・被加熱物は、金属などの導体が対象になります。
・加熱コイルは製品や被加熱物の形状、焼入や部分加熱等の処理目的に合わせて最適形状にすることが必要です。加熱コイルの形状により、様々な利用があります。
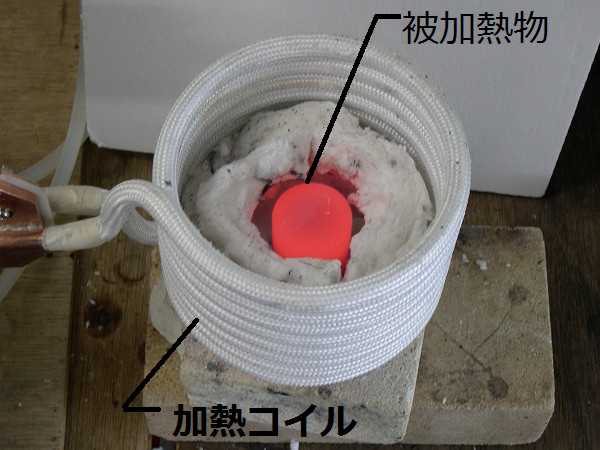
高周波誘導加熱の例
800°に加熱
ソレノイド型の加熱コイルを使用
加熱コイルに水を通し冷却している
熱効率が良く、短時間で加熱できる
一言メッセージ
高周波誘導加熱では急速加熱が出来る?
高周波誘導加熱では、加熱物の表層部に高周波電流(渦電流)が流れます。この為に、加熱物の表層部は急激に高温まで加熱されます。
渦電流は被加熱物の表面に近いほど大きく、内部にゆくにつれて指数関数的に小さくなりますが、これを表皮効果といいます。
反面、加熱物の内部は表層部からの熱伝導によって加熱されます。加熱物の質量と比熱の観点からは、必要な電力量は同じであることを忘れてはなりません。
高周波誘導加熱の特徴
直接加熱で高効率(加熱物自体が発熱)
- ・急速加熱ができる
- 材料自身が発熱する
→通電加熱の場合は、大きな電流を流すための接続部が必要
- ・高温加熱ができる
- 投入電力の大小による容易な制御
→出力設定器の調整で容易に最低~最大の出力が変更可能
- ・ガス/真空雰囲気中で加熱が可能
- 誘導電流により材料が直接加熱される
→加熱コイルの磁場で誘導電流が発生、ガスや真空は磁場を遮断しない
- ・絶縁体を透過して内部の導体加熱が可能
- 絶縁体は磁束が透過する
→プラスチック、ガラス、セラミックスを透過して加熱できる
- ・圧締条件下でも加熱ができる
- 非接触で加熱される
→熱盤やヒータを使用しないで加熱できる
- ・コイル形状の工夫で特定部位の加熱が可能
- コイルより発生する磁束分布に依存
→コイル形状のみならず、フェライトコアなどを利用する場合がある
加熱制御の容易性(温度・時間・選択性)
- ・温度制御が容易で再現性が高い
- 投入電力制御とフィードバック回路で容易な制御
→熱電対や放射温度計の測定値を温度調節器を介することで高周波出力を制御う
- ・出力制御が容易、応答性が早い
- ---
- ・他の熱源との複合化が可能
- ---
- ・熟練技能を必要としない
- 熱電対、放射温度計更に気体空冷と温調器の組合せにより任意の温度制御可能
安全性と環境負荷(安全作業・作業環境)
- ・炎がでないので作業が安全
- 材料自身が発熱する
- ・周囲が高温にならず、環境に優しい
- →投入電力の大小による容易な制御
- ・電気エネルギーでクリーン加熱
- 誘導電流により材料が加熱される
- ・省電力/省スペースが可能
- →絶縁体は磁束が透過する
- ・高効率発熱量で省電力
- →非接触で加熱される
- ・コイル形状の工夫で特定部位の加熱が可能
- コイルに発生する磁束分布に依存
高周波誘導加熱装置の基本構成
 高周波電源
高周波電源
・ 所定の周波数にて必要な高周波電力を発生
・ トランジスタ式、サイリスタ式、電子管式など
整合器(マッチング回路)
・ 加熱コイル及び加熱物に効率良く高周波電力を伝送するためのユニット
・ 高周波電源内蔵型と分離型がある
加熱コイル
・ 被加熱物の形状や加熱部分、断熱材の有無などにより多様な形状を作る
・ 加熱コイルは銅パイプが多く、銅パイプ内部に冷却水を通す
温度測定と制御
・ 熱電対や放射温度計で温度を測定し、温度調節器にて高周波出力を任意に制御
誘導加熱電源の選定基準
下記の各要素を検討して高周波加熱装置の電源などをご検討下さい
- 出力選定
- ・必要電力量(KW)=4.18 x M(負荷質量Kg) x C(比熱) x⊿t℃/加熱時間(sec)
・所要高周波出力(KW)=必要電力+放熱損失+回路効率+コイル結合効率+負荷
特性加熱目的
局部加熱、表面焼入などは大きな電力を短時間で投入
加熱材料
各種金属材料により単位質量当たりの正味電力量は異なる
加熱温度
高温領域になるほど放射損失が逓増する
真空・ガス雰囲気
出力=電流x電圧であり、電圧を高くすると放電危険が増大
- 周波数
- ・電流浸透深さ(δ)cm=5.033√ρ/μf ρ(固有抵抗),μ(比透磁率),f(周波数)
・浸透深さ(δ)とは、表面の電流密度を1とし、これが約36.7%まで減衰する距離
加熱目的
表面焼入れは周波数を高く、溶解などは周波数を低くする
加熱材質
鋼材は変態点で組成が変わる。電気的抵抗∝浸透深さ
材料寸法
薄板や細径材料では浸透深さに十分注意が必要
- コイル形状
- ・加熱効率は、加熱コイルと負荷間ギャップの2乗~3乗に反比例する
・加熱コイルの内周部の磁束密度が最も高く、加熱効率が高い
コイル素材
材質は銅。銅パイプ、銅板又は銅加工品
ソレノイド型
リング型の加熱コイルで、内部に負荷を配置
パンケーキ型
平面加熱に利用。加熱効率はソレノイド型の1/3程度
ヘアピン型
局部加熱に利用。加熱効率はソレノイド型の1/2程度
特殊型
メガネ型や鞍型など、用途に合わせて形状・構造を決定
- 加熱部構造
- ・石英管などの内部に雰囲気を作り、加熱コイルを外部に配置して加熱ができる
・真空炉体の内部に加熱コイルを配置して
・加熱コイルをマテハンなどで移動。ロー付けなどの治具配置
大気雰囲気
被加熱物が酸化する。放熱が大きい
真空雰囲気
加熱物の酸化抑制。真空度によりプラズマ発生。断熱効果大
ガス雰囲気
加熱物の酸化抑制。ガス種、圧力よりプラズマ発生。
断熱構造
断熱材厚みは、放熱損を抑制するがコイル結合効率は低下
マテハンなど
加熱コイルの周辺に配置する治具・搬送系に電流誘起を考慮