誘導加熱応用溶解
- HOME
- 誘導加熱応用
応用事例記事一覧
溶解事例:大気溶解~雰囲気溶解
間接溶解
◆黒鉛坩堝やカーボン坩堝など、溶解坩堝を高周波誘導加熱で急速・高温加熱することで、充填されている材料を坩堝からの熱伝導で加熱・溶解します。
◆坩堝自体からの熱伝導で加熱するので、材料の材質、形状などにより、発熱状態が影響されません。
直接溶解
◆主としてセラミックス坩堝を使用し、坩堝内に充填された導電性材料を直接加熱・溶解します。
◆加熱コイルからの磁場が直接材料に働き、材料に誘起される高周波電流により加熱・溶解されるので、坩堝からの不純物の混入が抑制されます。
◆反面、充填された材料の材質、形状、充填の方法などにより、発熱状態が影響されます。
浮遊溶解
◆加熱コイルより発生した磁場の力と材料に誘起される誘導電流により、材料が空間に浮遊している状態で溶解
◆坩堝を使用しないので、坩堝からの不純物の溶け込みがありません
誘導加熱を利用した、新規の大気溶解 鋳造装置です
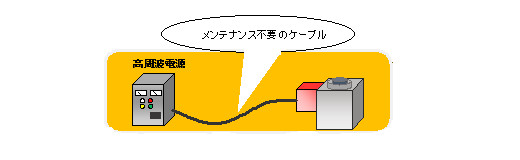
当社製溶解炉は、水冷ケーブルがありません!
アイメックス社の溶解傾注炉は、ランニングコストを大幅に削減します。
誘導加熱で使われている水冷ケーブルを使用しない大気溶解・鋳造装置を開発した事で、メンテナンス費用の削減や、ダウンタイムの極小化が得られます。
・消耗品としての水冷ケーブルを使用しないので、メンテナンスコストが抑えられる
・水冷ケーブルで発生する電力損失が無いので、誘導加熱装置の必要な出力が少なくて済みます
・水冷ケーブルを使用しないので、設置スペースが小さくなる
他社製と比較したメリット
◆約30%も省電力
水冷ケーブルをなくすことにより無駄な電力をカット!
電源の小型化による省スペース化が可能!
当社製40kw=他社製の60kwと同等
◆電気使用量の削減 4年間で約100万円の電気代を節約!
他社:60kw*4H稼働→240kw/H
アイメックス:40kw*4H稼働→160kw/H
※差が80kw/H(他社30%減)
計算方法 ¥13.92*80kw*240日=¥267,264/年 (東京電力:特別高圧電B ¥13.92/kwにて試算)
◆水冷ケーブル不要 4年間で120万円の節約!
水冷ケーブル冷却が不要→電気代と冷却水使用料を削減
(水冷ケーブル1式を1年間で1回交換とした費用¥300,000として)
水冷ケーブルのあり・無し溶解炉の比較
炉体と小型整合器の為、炉体と一体化する事が可能
水冷ケーブルの交換が要らないので、メンテナンス代も節約
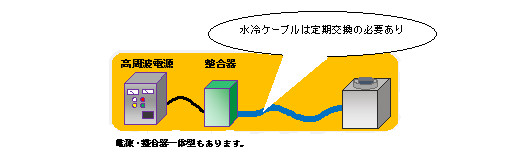
約4mの水冷ケーブルを使用した場合
およそ30%の電力損出でケーブルが発熱し、冷却が必要になる。
水冷ケーブルのあり・無し溶解炉の比較
| 出力(kW) | 分類 | 基本周波数(kHz) | 金又は銀合金溶解量 |
|---|---|---|---|
| 5 | 電源単体型・組込型 | 12.5、25 | 5kg以下 |
| 10 | 電源単体型・組込型 | 12.5、25 | 10kg以下 |
| 20 | 電源単体型・組込型 | 12.5、25 | 20kg以下 |
| 40 | 電源単体型 | 12.5、25 | 40kg以下 |
| 60 | 電源単体型 | 12.5、25 | 60kg以下 |
| 80 | 電源単体型 | 12.5 | 80kg以下 |
◆弊社電源型式:ASH
(注)運転可能周波数範囲
基本周波数 12.5kHz(運転可能周波数 7.5~12.5kHz程度)
基本周波数 25kHz(運転可能周波数 15~25kHz程度)
 コンパクトで安心な、小型汎用性を有する高周波加熱 誘導加熱式・溶解鋳造炉
コンパクトで安心な、小型汎用性を有する高周波加熱 誘導加熱式・溶解鋳造炉
特長:
▲ 併設する高周波電源は弊社電源シリーズより任意に選択。既存電源との併設も可能
▲ 電動シリンダは炉体傾注支点を先端に、電動モータ式は支点が中心部
▲ 加熱コイルはコイルセメントに埋込
▲ 傾注速度は2段切換式
▼ 水冷ケーブルは使用しない




